Giũa kim loại
Giũa kim loại là gì ?
Giũa kim loại là một công cụ cầm tay được sử dụng trong gia công nguội, phổ biến trong ngành công nghiệp cơ khí chế tạo. Thông thường, giũa kim loại được chế tạo từ thanh thép cứng và có nhiều loại như giũa dẹt hình chữ nhật, giũa mo hình bán nguyệt, giũa vuông, giũa tam giác, hoặc giũa tròn. Các loại giũa này thường có một hoặc nhiều bề mặt cắt, được thiết kế song song với nhau.
Đầu giũa kim loại thường có hình nhọn và hẹp ở cuối, giúp dễ dàng gắn tay cầm. Công dụng chính của giũa kim loại là loại bỏ lượng dư vật liệu không mong muốn từ bề mặt của phôi kim loại. Việc này giúp cải thiện độ chính xác và kích thước của sản phẩm cuối cùng.
Trong quá trình sử dụng, giũa kim loại có khả năng đạt đến độ chính xác cao, khoảng 0,05mm khi giũa bán tinh và 0,01mm khi giũa tinh. Điều này làm cho giũa kim loại trở thành một công cụ quan trọng trong các quy trình gia công kim loại, nơi độ chính xác là yếu tố quyết định.
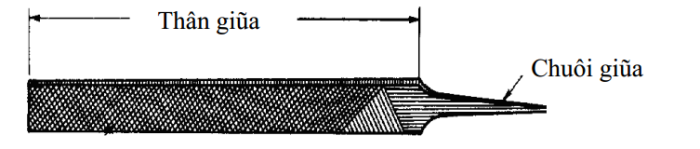
Cấu tạo của giũa kim loại
Chuôi giũa
- Chiều dài của chuôi giũa chiếm khoảng 1/4 – 1/5 chiều dài toàn bộ của giũa.
- Chuôi giũa có hình dáng nhỏ thon dần về một phía, với đỉnh cuối được làm nhọn để dễ dàng cắm vào cán gỗ.
- Tiết diện của chuôi giũa thường được thiết kế là hình nhiều cạnh, nhằm tránh tình trạng giũa xoay tròn trong lỗ của cán gỗ.
Thân giũa
- Chiều dài của thân giũa thường gấp 3 – 4 lần chiều dài của chuôi.
- Thân giũa có thể có nhiều hình dạng tiết diện khác nhau như dẹt, vuông, tròn, tam giác, phù hợp với kích thước và hình dạng của chi tiết gia công.
- Trên bề mặt bao quanh thân giũa , người ta tạo các đường răng theo một quy luật nhất định, trong đó mỗi răng đóng vai trò như một lưỡi cắt.
Vật liệu chế tạo
- Giũa kim loại thường được chế tạo từ thép cacbon dụng cụ, đảm bảo độ cứng và độ bền cần thiết trong quá trình sử dụng.
- Sau khi tạo ra các đường răng, phần thân của giũa được nhiệt luyện để đạt được độ cứng nhất định, làm tăng khả năng cắt và tuổi thọ của giũa.
Phân loại giũa kim loại
Giũa dẹt
Tiết diện hình chữ nhật.
Dùng để gia công mặt phẳng ngoài, mặt phẳng trong lỗ có góc 90 độ.
Giũa vuông
Tiết diện hình vuông.
Dùng để gia công các lỗ hình vuông hoặc các chi tiết có rãnh vuông.
Giũa Tam Giác
Tiết diện tam giác đều.
Sử dụng để gia công các lỗ tam giác đều, các rãnh có góc 60 độ.
Giũa bán nguyệt (giũa lòng mo):
Tiết diện là một phần hình tròn.
Một mặt phẳng, một mặt cong.
Dùng để gia công các mặt cong có bán kính cong lớn.
Giũa tròn
Tiết diện hình tròn.
Thân giũa là hình nón cụt góc công nhỏ.
Sử dụng để gia công các lỗ tròn, rãnh có đáy là ½ hình tròn.
Giũa hình thoi
Tiết diện hình thoi.
Dùng để giũa các rãnh răng, các góc hẹp và góc nhọn.
Tư thế và kỹ thuật khi giũa kim loại
Tư thế giũa kim loại
Tư thế chân (tương tự như tư thế chân khi cưa)
- Tư thế chân khi sử dụng giũa kim loại tương tự như khi cưa, đòi hỏi sự ổn định và cân bằng.
- Có thể đặt chân rộng bằng vai để tạo sự ổn định và đảm bảo an toàn trong quá trình giũa.

Tư thế tay
Tay thuận
- Tay thuận cầm cán giũa bằng cả bàn tay và 5 ngón tay.
- Phần chuôi cầu của cán giũa đặt vào phần lõm giữa bàn tay.
- Tư thế này đảm bảo sự kiểm soát và áp lực đều khi thực hiện công việc giũa.
Tay nghịch
- Tay nghịch đặt trên đầu giũa, và các ngón tay duỗi ra.
- Tùy theo yêu cầu về độ gia công, có thể đặt cả bàn tay, vài ngón tay hay chỉ một ngón tay lên trên đầu giũa.
- Tư thế này mang lại linh hoạt trong việc điều chỉnh áp lực và góc giũa tùy thuộc vào chi tiết gia công.
Kỹ thuật giũa kim loại
Giũa ngang
Hướng cắt hẹp và số răng
- Giũa ngang thực hiện cắt theo chiều hẹp của bề mặt gia công.
- Số răng tham gia cắt đồng thời ít hơn so với thao tác giũa dọc.
- Lực cắt cho mỗi răng giũa sẽ lớn hơn, dẫn đến việc tạo ra chiều sâu cắt lớn hơn trên chi tiết gia công.
Năng suất cắt cao nhưng chất lượng bề mặt kém
Giũa ngang có năng suất cắt cao hơn so với một số phương pháp giũa khác. Tuy nhiên, do cắt sâu và chiều dài tựa ngắn, chất lượng bề mặt gia công thường không cao và có thể xuất hiện các đường răng cắt trên bề mặt.
Gia công phá thô
Phương pháp giũa ngang thường được ưu tiên sử dụng để gia công phá thô. Do cắt sâu và tạo ra chiều sâu lớn, nó phù hợp cho việc loại bỏ lớp vật liệu dư thừa và tạo ra bề mặt có độ phẳng.
Ưu điểm và nhược điểm
- Ưu điểm là năng suất cao, phù hợp cho gia công phá thô.
- Nhược điểm là chất lượng bề mặt kém, có thể gây ra đường răng cắt và làm giảm độ chính xác của chi tiết gia công.
Giũa dọc
Hướng cắt rộng và số răng
- Giũa dọc thực hiện cắt theo chiều rộng của bề mặt gia công.
- Số răng tham gia cắt đồng thời nhiều hơn so với thao tác giũa ngang.
- Lực cắt cho mỗi răng giũa nhỏ hơn, dẫn đến việc tạo ra chiều sâu cắt mỏng hơn trên chi tiết gia công.
Năng suất cắt thấp nhưng chất lượng bề mặt cao
Giũa dọc có năng suất cắt thấp hơn so với một số phương pháp giũa khác. Nhưng do cắt mỏng và chiều dài tựa lớn, chất lượng bề mặt gia công thường cao và không có đường răng cắt trên bề mặt.
Sử dụng trong gia công tinh
Phương pháp giũa dọc thường được ưu tiên sử dụng trong gia công tinh, nơi yêu cầu độ chính xác và chất lượng bề mặt cao hơn năng suất.
Ưu điểm và nhược điểm
- Ưu điểm là chất lượng bề mặt cao, phù hợp cho gia công tinh.
- Nhược điểm là năng suất cắt thấp hơn so với một số phương pháp giũa khác.
Giũa đan chéo
Hướng cắt vuông góc
- Giũa đan chéo thực hiện cắt theo hai hướng vuông góc với nhau, tạo ra một mô hình đan chéo trên bề mặt gia công.
- Thường không theo chiều ngang hay chiều dọc, giúp tăng độ phức tạp của mẫu giũa và giảm khả năng xuất hiện đường răng cắt.
Năng suất và chất lượng trung bình
Giũa đan chéo có năng suất cắt và chất lượng gia công trung bình. Phương pháp giũa này thực hiện theo hướng cắt trên đỉnh nhấp nhô của hướng giũa trước đó gây ra, tạo ra một mô hình cắt tương đối đan xen và độc đáo.
Dùng cho thợ có tay nghề thấp
Phương pháp giũa đan chéo thường được ưa chuộng đối với những người thợ có tay nghề thấp. Điều này là do giũa đan chéo có tính chất linh hoạt, giúp người thợ dễ dàng điều chỉnh hướng cắt và áp lực theo từng kỹ thuật gia công cụ thể.
Ưu điểm và nhược điểm
- Ưu điểm là phương pháp giũa đan chéo tạo ra một bề mặt gia công độc đáo và đan xen, giảm khả năng xuất hiện đường răng cắt.
- Nhược điểm là năng suất cắt và chất lượng gia công chỉ ở mức trung bình.
thietbicnc.vn - Đại lý phân phối các sản phẩm giũa kim loại chính hãng
thietbicnc.vn là đại lý phân phối các sản phẩm giũa kim loại từ các thương hiệu hàng đầu trên thị trường. Các sản phẩm của thietbicnc.vn đều được kiểm định và bảo đảm chất lượng, đảm bảo sự ổn định và hiệu suất cao trong quá trình sử dụng.
Với đội ngũ chuyên gia giàu kinh nghiệm trong lĩnh vực cung cấp thiết bị gia công kim loại, đặc biệt là giũa kim loại. thietbicnc.vn hiểu rõ về nhu cầu đa dạng của khách hàng và cam kết mang lại các sản phẩm chất lượng và dịch vụ tư vấn chuyên nghiệp.