Cách đọc thông số dao phay ngón
Dao phay ngón là một trong những dụng cụ cắt gọt cần thiết và ứng dụng rộng rãi trong quá trình gia công cơ khí. Chúng được sử dụng để gia công tỉnh, mịn các rãnh các viền xung quanh phôi, tạo độ mịn bóng cho bề mặt gia công. Thông số dao phay ngón là một yếu tố quan trọng khi lựa chọn, để giúp quá trình gia công phay diễn ra ổn định và đạt chuẩn yêu cầu:
- ho: chiều sâu cắt (depth of cut): là chiều sâu vật liệu được cắt sau mỗi lần dao chạy qua.
- h: chiều sâu phay (feature depth): là tổng chiều sâu vật liệu được cắt sau khi quá trình chạy dao kết thúc. Thông thường, chiều sâu này không được quá chiều dài me cắt trừ một số trường hợp thiết kế phôi có góc thoát hoặc dao đặc biệt.
- T: số me dao (teeth): là số me cắt (lưỡi cắt) của dao.
- Lt: lượng ăn dao/răng (feed per tooth or chip load): là lượng vật liệu mà 1 me dao có thể cắt được chiều tiến dao.
- L: lượng chạy dao/vòng: là lượng vật liệu mà dao có thể cắt được chiều tiến dao sau khi quay 01 vòng.
- F: tốc độ tiến dao (feed): là tốc độ tiến của dao trong quá trình cắt (mm/min hoặc inch/min).
- S: tốc độ quay dao (speed): là tốc độ quay của dao trong quá trình cắt.
Một số lưu ý khi chọn dao phay ngón

- Giữa nhôm, đồng thau và đồng đỏ có lượng chạy dao chênh lệch khá lớn (đồng đỏ
- Chạy cạnh & chạy cắt (slot) thì tùy vào độ sâu 1 cũng như độ lần dao (step over) của nhát cắt mà có tốc độ để nghị cũng thay đổi (tốc độ spindle).
- Với dao phay ngón thép gió (HSS end mill) thì Lt thường khoảng 0.05-0.1mm
- Với phay insert thép gió (HSS) thì với đường kính 3mm cắt nhôm, tốc độ spindle nên để 6000rpm, với dao cắt bít thì 24000rpm. Đường kính dao tỉ lệ nghịch với tốc độ spindle.
Nguyên lý hoạt động của dao phay ngón
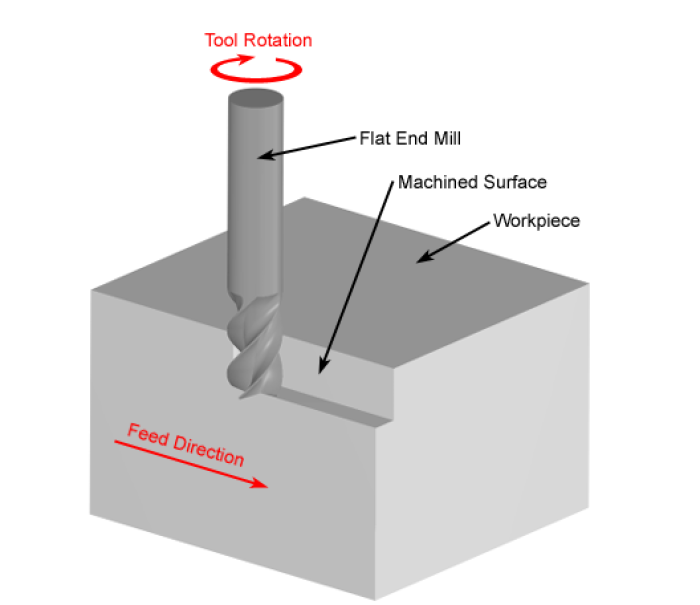
Chuyển động quay
Dao phay ngón hoạt động dựa trên chuyển động quay quanh trục của nó. Khi máy phay hoạt động, trục dao quay với tốc độ cao, tạo ra lực cắt mạnh mẽ. Tốc độ quay của dao thường được điều chỉnh tùy thuộc vào loại vật liệu gia công và yêu cầu kỹ thuật.
Chuyển động cắt
Trong quá trình quay các lưỡi cắt của dao tiếp xúc với bề mặt của chi tiết gia công. Các lưỡi cắt làm việc theo cơ chế cắt vuông góc với bề mặt chi tiết, tạo ra lực cắt và loại bỏ lớp vật liệu theo từng vòng quay. Lực cắt được tạo ra chủ yếu bởi các cạnh cắt của dao, và sự phân phối lực cắt đồng đều giúp duy trì độ chính xác của chi tiết gia công.
Tạo hình
Để tạo ra hình dạng mong muốn, dao phay ngón thường được đưa vào và ra khỏi bề mặt chi tiết theo các chuyển động phụ khác nhau. Chuyển động này có thể là di chuyển theo trục X, Y hoặc Z tùy thuộc vào yêu cầu gia công và kiểu máy phay sử dụng.